机械零件的加工标准
工艺分析
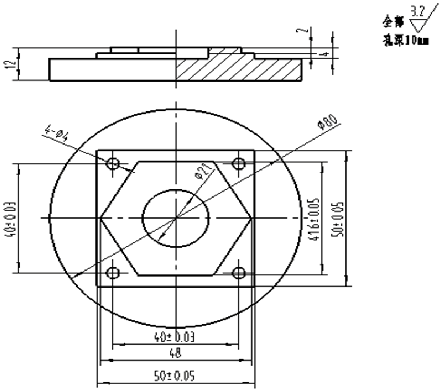
根据图样分析,该零件毛坯为一圆柱棒料,将工件安装在三爪自定心卡盘上装夹,内外齿工件坐标系原点为Φ21mm内孔圆心处。
1.加工步骤
(1)铣四方 选用Φ20mm平底刀(T1),刀具长度补偿H01。
(2)铣六边形 选用Φ16mm平底刀(T2),刀具长度补偿H02。
(3)铣内孔 选用Φ8mm键槽铣刀(T3),刀具长度补偿H03。
(4)钻孔 选用Φ4mm麻花钻(T4),刀具长度补偿H04。
2.基点坐标
程序:
%0001;
N10T1M6 Φ20mm平底刀,铣四方
N20G54G90G0X0Y0M3S800; 建立工件坐标系
N30G43H01Z50; 建立刀具长度补偿Z轴快速定位
N40Z10M8; Z快速定位至安全高度,切削液开
N60G0X55Y-25; X、Y快速定位
N70G1Z-4F200; Z向切入工件4㎜深
N80G1G41X25D1; 建立刀具半径补偿D=10㎜
N90X-25; X直线进给
N100Y25; Y直线进给
N110X25; X直线进给
N120Y-40; Y直线进给
N130G0G40X55; 取消刀具半径补偿
N140G0G49Z100; 取消刀具长度补偿Z轴快速定位
N150M5M9; 主轴停,切削液关
N160T2M6; Φ16mm平底刀 铣六边形
N170 G54G90G0X0Y0M3S800; 建立工件坐标系
N180G43H02Z50; 建立刀具长度补偿Z轴快速定位
N190Z10M8; Z快速定位至安全高度,切削液开
N200G0X40; X快速定位
N210G01Z-2F200; Z向切入工件2㎜深
N220G1G41X24D2; 建立刀具半径补偿D=8㎜
N230X12Y-20.8; 进刀至2点
N240X-12; 至3点
N250X-24Y0; 至4点
N260X-12Y20.8; 至5点
N270X12Y20.8; 至6点
N280X24Y0; 至1点
N290G1G40X40; 取消刀具半径补偿
N300G0G49Z100; 取消刀具长度补偿Z轴快速定位
N310M9M5; 主轴停,切削液关
N320T3M6; Φ8键槽铣刀 铣内孔
N330 G54G90G0X0Y0M3S800; 建立工件坐标系
N340G43H03Z50; 建立刀具长度补偿,Z轴快速定位
N350Z10M8; Z快速定位至安全高度,切削液开
N360G01Z-2F200; Z向切入工件2㎜深
N370X5; X直线进给
N380G02I-5; 铣整圆
N390G1X5.5; X直线进给
N400G1G41Y-5D3; 建立刀具半径补偿D=4㎜
N410G03X10.5Y0R5; 圆弧切入
N420G03I-10.5; 铣整圆
N430G03X5.5Y5R5; 圆弧切出
N440G0G40X0Y0; 取消刀具半径补偿
N450G49G0Z100; 取消刀具长度补偿Z轴快速定位
N460M5M9; 主轴停,切削液关
N470T4M6; Φ4麻花钻
N480 G54G90G0X0Y0M3S1000; 建立工件坐标系
N490G43H04Z50; 建立刀具长度补偿Z轴快速定位
N500Z10M8; Z快速定位至安全高度,切
削液开
N510G98G81X20Y-20Z-10R5F80; 钻孔循环
N520X-20; X快速定位
N530Y20; Y快速定位
N540X20; X快速定位
N550G80; 取消循环
N560G49G0Z100; 取消刀具长度补偿Z轴快速定位
N570M9M5; 主轴停,切削液关
N580M30; 程序结束并返回程序头